Posted by Amanda Paschall on | Comments Off on HyperCyl Case Study: Clinch Studs & Clinch Nuts
A major U.S. manufacturer of automotive components contacted HyperCyl® to increase quality & speed of their finished products and free up floor space for a new assembly line. The OEM was experiencing persistent assembly interruptions due to their hydraulic Clinch Nut & Clinch Stud operations inability to monitor & relay actual insertion forces & distances. To make room for a new product launch, removing the noisy pumps, balky accumulator tanks and high-heat motors used with antiquated hydraulics was essential.
HyperCyl® provided a clean, fast and data-centric solution removing all hydraulic units from the line and replacing with Hydra-Pneumatic cylinders operated by simple pneumatic valves. Each location now includes the IntelliCyl® integral LVDT and Load Cell options to monitor force/distance per cycle. The HyperCyl® solution actively measures the Stud & Nut insertion depth by establishing a series of “windows” around critical points of the operation. Namely the part stack-up (part contact) and final depth to go along with force is being monitoring throughout the process. IntelliCyl® provided
key measurements of the operation ultimately reducing in-process part non-conformance to near-zero. Instead of learning and managing dozens of different types of systems, plant personnel can now focus on making quality and productivity improvements on the assembly line.
We can also help you improve the quality of your product while reducing your costs and allowing your business to maintain the competitive edge. HyperCyl offers Hydra-Pneumatic and Servo Actuator solutions, applications engineering, testing, tech-support and the best warranty in the industry! To find out more how we can help meet your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on HyperCyl Case Study: Removing Hydraulics from the Equation for Assembly
A major U.S manufacturer of braking and suspension components contacted HyperCyl® to increase quality of their finished products and free up floor space for a new assembly line. The OEM was experiencing persistent assembly interruptions due to their Hydraulic Dial Tables’ inability to monitor & relay actual insertion forces & distances. Additional floor space was also necessary to make room for a new product assembly line, so removing the noisy pumps, balky accumulator tanks, high-heat motors and leaking hydraulic lines associated with the antiquated hydraulics was essential.
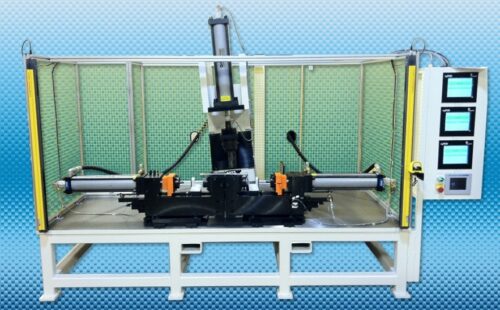
HyperCyl® retrofitted the entire Dial Table, removing all hydraulic cylinders and replacing with Hydra- Pneumatic cylinders operated by simple pneumatic valves. Each dial location now includes the integral LVDT and Load Cell options demonstratively called IntelliCyl® along with the HyperView-Press® Signature Analysis Monitor. The HyperCyl® solution actively measures the stud & bearing insertion depth by establishing a series of “windows” around critical points of the operation, namely the part stack-up (part contact) and final depth. ONLY when critical stack up “window” was confirmed would high pressure then activate to finalize the part. This provided key measurement of the operation ultimately reducing in-process part non-conformance to near-zero.
Aries Engineering/HyperCyl® was able to accommodate this OEM’s needs and reduce overall operating costs by removing outdated hydraulics and free up floor space in the process. We can also help you improve the quality of your product while reducing your costs and allowing your business to maintain the competitive edge. HyperCyl offers Hydra-Pneumatic and Servo Actuator solutions, applications engineering, testing, tech-support and the best warranty in the industry! “Speed, Precision, Power”. MADE IN U.S.A.!
Find out how HyperCyl can help meet your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on HyperCyl Case Study: HyperCyl-EMA Actuator Reduces Customer Costs and Down-Time
A food grade paper tray manufacturer contacted Aries Engineering/HyperCyl® to reduce electricity expenses when replacing (20) 30-Ton hydraulic presses. Their current hydraulic cylinders were costing them approximately $180,000 in electricity yearly, not including maintenance costs and the cost of hydraulic fluid disposal. The manufacturer chose the HyperCyl-EMA®, our Electro-Mechanical Actuator, which provided a cost savings to our customer in excess of $100,000 annually, when compared to the hydraulic units previously used. Extreme Accuracy, Quality, and cost savings allows HyperCyl-EMA® to compete with any electric or hydraulic cylinder on the market!
The ability to apply force the entire length of the stroke makes HyperCyl-EMA® widely suitable for use in applications such as Pressing, Stamping, Assembly line or Robot installations and other various high force/highly accurate projects. HyperCyl® currently provides high force solutions to many diverse industries such as Medical, DOD, Munitions manufacturing, Tier 1 automotive companies and Aerospace manufacturing. Standard equipment includes the Emerson UniMotor, Internally mounted temperature- compensated Load Cell, Standard Internal Non-Rotate and End of stroke Proximity sensors. EMA is available in standard stroke lengths of 8.00” and 14.00”. Please contact the factory for additional stroke availability. We also offer the HyperView Press signature analysis controller, with 10” TFT touch-screen for Live-Time Quality Control over your application while in-process.
These exceptionally accurate actuators (.0001”) have a high rate of repeatability and create a cost- effective alternative to hydraulic units because of their no fuss installation, limited maintenance schedule and user-controlled adjustability. Complete tooling-ready TurnKey presses, as well as standalone actuators are available upon request.
Find out how HyperCyl can meet your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on Improving Quality and Reducing Costs In Seal Manufacturing
A major U.S manufacturer of steel-cased, multi-element seals contacted Aries Engineering/HyperCyl® for help in reducing excessive warranty costs of their finished product. The OEM was experiencing in excess of $10 million per year in warranty claims due to their current hydraulic presses’ inability to monitor the number of elements within a given assembly. They needed a press and monitoring system that could accurately measure the number and thickness of seal components within a sub-assembly prior to being finalized.
Aries Engineering supplied the solution with our HyperCyl IntelliCyl® cylinders with integral LVDT and Load Cell options, combined with the HyperView- Press®, our Signature Analysis Monitor, which provided measurement of the Part Stack-Up height prior to finalizing the seal. This ultimately reduced in-process part non-conformance to near-zero. The HyperCyl monitoring systems were able to accurately measure the inclusion or absence of a 0.002” thickness seal element by establishing a series of “windows” around critical points of the operation, namely the part stack-up. ONLY when this critical “window” set point was confirmed would high pressure then activate and finalize the process. Aries Engineering/HyperCyl® was able to accommodate this customer’s needs and reduce overall warranty claims to less than $60,000 annually, a savings well over $9 million per year!
We can also help you improve the quality of your product, while reducing your costs and allowing your business to become more competitive. We offer Hydra-Pneumatic and Servo solutions, applications engineering, testing, tech-support and the best warranty in the industry!
Find out more about how we can meet your application needs, email [email protected].
**1. An infeed conveyor provides the subassembly to the gripper location. 2. From there, the gripper will load the seal into the nest cavity. 3. The HyperCyl cylinder with IntelliCyl force/distance feedback assembles the filaments and forms the final shape. 4. From there, only when the part is validated and passes a series of inspections it is automatically able to be removed from the cell into a container. 5. Any parts that do NOT pass inspection are automatically redirected into a bad parts bin for scrap. 6. Isolating these good and bad parts is crucial for the prevention of part-non-conformance.
Posted by Amanda Paschall on | Comments Off on Using Cleaner Technology for a Brighter Factory
Outdated Hydraulic systems require constant maintenance and high cost pumps, Pure Pneumatic systems lack the force and controllability, Arbor Presses and Hammers exhaust my employees, Flywheels are dangerous; if these problems sound familiar you’re not alone. Why not use a clean, reliable, consistent & cost-effective product to REPLACE all of these? The Solution is HyperCyl!
In most automated assembly applications which can be insertion, piercing, forming or assembling, the key ingredients to a successful project are precision, accuracy and repeatability. Continuous Quality Control over these processes that can determine good/bad parts while in motion is the new norm. HyperCyl-EMA, HyperCyl hydra-pneumatic & HyperView-Press are just a few of the options that have made HyperCyl a one-stop solution provider for over 25 years.
*HyperCyl-EMA (electro-mechanical actuator) is a robust, servo driven actuator designed for precision assembly applications or applications not suited for standard HyperCyl products. Available in both Roller Screw and Ball Screw configurations with load ratings from 5kN to 230kN (1-25 tons), HyperCyl-EMA provides a new level of price/performance in the automotive, aerospace, DOD, appliance, medical, electronics and transportation industries covering a wide range of applications. Capable of extremely high rates of repeatability and up to 500mm/sec ram speeds, HyperCyl-EMA provides the performance and flexibility required in both current and future manufacturing environments and, it’s built in the USA.
*HyperCyl (hydra-pneumatic cylinder) is a low cost air/oil solution that can replace outdated technologies with a more precise, controllable stroke. Not your grandfathers air/oil unit, we have re-packaged the 3-piece air/oil design into a single self-contained unit ready for use upon shipment. Available from 5kN to 1,780kN (1-200 Tons) using ONLY shop air, HyperCyl provides a long-life cylinder that is simple to maintain, runs on 2 pneumatic valves, requires no drip pans or expensive cooling systems but also boasts a LIFETIME warranty.
*Available for both the EMA and HyperCyl is the HyperView-Press signature analysis controller. Precise force/distance monitoring coupled with trending, data logging, Cpk and data analysis capabilities will profoundly improve finished product quality and substantially reduce manufacturing costs. During the cycle, the unit gathers information from the Inputs (Analog or Encoder) and provides a wave-form curve with user-adjustable windows indicating what a Valid/Good part is. The “Window 7” embedded software provides the best of both worlds: ease of use/setup and the deployment simplicity of an off-the-shelf solution tailored to your exact press monitoring requirements.
Find out how we can help solve your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on “Punching and Shearing” Tips and Tricks
Aries Engineering/HyperCyl is a diversified manufacturer of Hydra-Pneumatic Cylinders, Servo Actuators, Presses, Pierce Units and Joining Systems designed for use in a wide range of assembly
and forming applications. HyperCyl has a place in virtually every segment of industrial production. HyperCyl has a proven track record in thousands of applications as a clean, quiet, reliable, self-contained power source utilizing only compressed air to generate ample output forces from 3kN – 1,780kN.
The formula to calculate punching force is quite simple:
Force = Hole Perimeter (length of cut) x Material Thickness (aluminum, steel, stainless) x Shear Strength or Tensile Strength (depends on type of punch being used). You must make sure that you keep your units consistent between Metric and Imperial.
Metal Forming
Forces required for metal piercing can be calculated as follows:
L= Length
T= Thickness of Material
S= Shear Strength of Material
L x T x S = Force Required
(stripping force= 10% of Pierce Force)
Stripping force is the force required to typically remove or retract the punch after it has pierced the material.
Example:
3/8 ” (.375″) hole through .032″ thick CRS (cold rolled steel)
L= 1.178 (.375 x 3.141)
T= .032
S= 55,000
1.178 x .032 x 55,000= 2090 lbs.
Here are some helpful tips and tricks for punching and shearing applications:
*While the ultimate Tensile strength is used for initial calculations for flat punch designs, the formula for using full tensile strength is applied at the onset to establish a WORST-CASE scenario for sizing our cylinders. Real life tensile can vary based on mold/forming time, cooling time, work hardening (if applicable) and a host of other miscellaneous factors. We don’t see as much variation with Aluminum castings as we do with steel.
*We can provide parts-testing data and extrapolate from our testing for a 0.25”, 0.375”, and 0.500” nominal punch holes to determine the actual tensile/shear strengths and calculate real life forces, factoring in the flat punch or shear punch designs.
*Not everyone uses Shear in the punch head, MOST use a flat punch so it can be sharpened easily and reused for many years. When using SHEAR in your punch head, the Shear Strength can be used for force calculations.
*In all piercing applications, a “stripper” or positive force on the part DURING punching operation should be considered so the part can remain located in nesting during retraction of the punch from part. If absent from your design, the part will retract with the punch during retract.
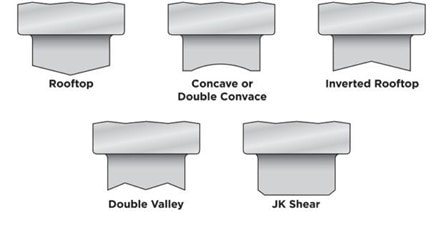
*There are numerous versions of shearing punch designs which directly correlate to forces required:
-High angle, straight cut (think scissors)
-Rooftop
-Inverted Rooftop
-Inverted Rooftop
-Double Valley
-JK Shear (flat punch, using Tensile strength, NOT shear strength)
Find out more how HyperCyl can help meet your application needs, email [email protected].
Posted by Amanda Paschall on | Comments Off on HyperCyl Spotlight: UTV Applications
Roll Cage Pierce/Form: Typical End-forming and tube Piercing of UTV Roll Cage requires an Approximate Force Range 5-40 Tons depending on the details. Piercing requires internal expanding mandrels to reach long distances inside the tube body. End-forming varies dramatically based on the needs of each application but involves forming the end of tubes to various GD&T for mounting, safety, and other items. Best used with IntelliCyl for force/distance monitoring to ensure Quality is maximized.
REAR TRACK ARM BUSHING INSERTION: From the basic to the complex, we have seen it all regarding bushing insertions. Simultaneous running of LH & RH parts simplifies tooling setup and reduce part-to-part rates dramatically. Approximate Force for 1.500” – 2.500” bushing diameter ranges from 8-Tons to 15-Tons depending on the interference fit between the sleeve ID and bushing OD. Lubrication is sometimes necessary to reduce forces and ensure a good insertion. Lubrication is applied to the ID of sleeves or OD of bushing which reduces chatter during the installation process and provides a more accurate press-in.
WHEEL HUB BEARING AND STUD INSERTION: Wheel bearings are a critical function in the construction of UTV’s as they must be properly installed and seated or risk the longevity and ride comfort to the vehicle. Likewise, the wheel studs are installed with special fastening technology using serrations on the stud to withstand torque-out when attaching the wheel nuts. Force/ distance monitoring is almost always required for these critical components.
CONTROL ARM BUSHING INSERTION: Aries Engineering specializes in Control Arm construction due to our innovative power heads in Servo and Hydra- Pneumatic Self-Equalizing units.
These equalizing units are a necessity due to the small window between bushing sleeve ID’s. Backing up each sleeve prior to installation is required so as not to damage or twist the arm during bushing installations. Approximate Force Ranges from 8-20 Tons utilizing our IntelliCyl option for force/distance monitoring.
BALL JOINT INSTALLATION: Ball Joint installations typically require secondary retention to meet today’s safety requirements. Aries Engineering has patented a proprietary Snap-Ring installation process that automatically installs the Ball Joint then the snap-ring within a single process. Ordinarily this is a very manual process with handheld retaining ring pliers or circlip
pliers to ensure the clip is seated 100% and 360-degrees around the circumference. Approximate Force per Ball Joint can be as high as 20-Tons. IntelliCyl is required for force/distance monitoring of this critical component during the installation process.
PLASTIC FASCIA PIERCING/ DEGATING: Multiple components within the UTV require post-mold piercing to ensure proper alignment of fasteners and attachment points that cannot be done during the molding process. Piercing gas-cap holes to fog-lamp holes, hitch slots to lightening holes, we have Servo and Hydra-Pneumatic power units available that are well-suited. When a substance is melted and poured into casting molds, channels called gates allow the material to flow into the hollow spaces of the mold to form into a solid part. Removing the material that hardens in the channels so that just the finished piece remains is known as degating. We have developed methods to ensure this degating only removes excess material without damage to the end-product.
Aries Engineering/HyperCyl is a diversified manufacturer of Hydra-Pneumatic Cylinders, Servo Actuators, Presses, Pierce Units and Joining Systems designed for use in a wide range of assembly
and forming applications. HyperCyl has a place in virtually every segment of industrial production; from clean-room medical and electronic component manufacturing to heavy industrial piercing and forming. HyperCyl has a proven track record in thousands of applications as a clean, quiet, reliable, self-contained power source utilizing only compressed air to generate ample output forces from 3kN – 1,780kN.
Find out more how HyperCyl can help meet your application needs, email [email protected].
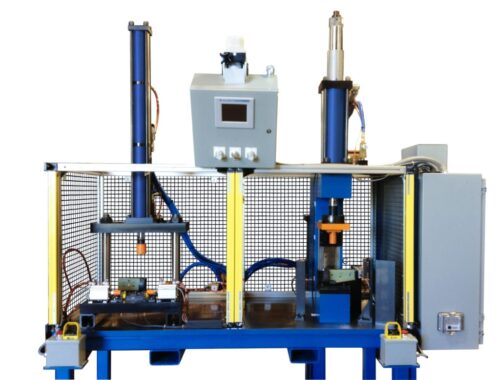
Posted by Amanda Paschall on | Comments Off on How To: Build Intelligence into Piercing for Today’s High Force/High Speed Environments
Flexibility, performance and cost have always been key factors in today’s expanding manufacturing marketplace. For decades hydraulic and mechanical presses were the only options for high-speed, high-force Piercing Applications. HyperCyl Hydra-Pneumatic and HyperCyl-EMA servo based systems have emerged as viable alternatives geared towards today’s lean manufacturing processes. HyperCyl also provides a much cleaner solution without the mess, accumulators, drip pans, noise, heat, fans and overall footprint of outdated power technology.
So, what to do when you need high-speed Piercing using a fixed system or robot-mounted pierce head? Well, that depends on your needs, annual Volume requirements and how long the project will run. Other factors include the material thickness, tensile strength and length-of-cut to determine the force necessary for any given piercing project.
Outlined below we will discuss a Hydra-Pneumatic system using IntelliCyl along with a Servo system using HyperCyl-EMA and our HyperPierce equalizing units.
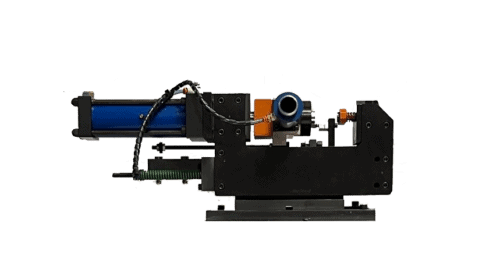
8-Ton Self-Equalizing ServoPierce unit (HyperCyl-EMA) Capability: Self-Equalizing units have the benefit of moving to your part. Meaning the press itself will move around your fixed part, not the other way around. HyperPierce + HyperCyl-EMA provides exceptional control over force, speed and distance characteristics for any application. It can also tell when your tool begins to dull due to subtle increases in force over a period of time. Signature analysis, data logging, part history, trending and root cause analysis options are also available for added functionality and tracking.
Reliability/Costs: Servo technology is inherently capable and sizing them appropriately is crucial. Expected lifetime is from 3 Years to 5 Years, configured for any particular application. Long-Term Reliability coincides with maintenance schedules and upkeep of tooling. Costs can be higher than Hydraulics but the Energy efficiency achieved with low down-time, low noise pollution, ZERO environmental pollution (no oil) will ensure a quick ROI.
Speed: Up to 16.00 in/sec with an extremely high rate of repeatability. Usually requires a deceleration setting before Contact and Home to maximize screw life. Multiple move profiles and full control over the process from start to finish.
Forces: 1-10 Ton in Ball Screw configurations (BS1 & BS2) with a medium dynamic load rating; 1-25 Tons in the Roller Screw configuration with a high dynamic load rating.
Capability: For basic “Fixed-Mount” pierce units, keeping things simple is sometimes best. Using only 2 pneumatic valves for operation the HyperCyl (hydra-pneumatic) cylinder greatly streamlines the startup process versus hydraulic or even servo-controlled systems. Cylinders are available in (6) design configurations. Cylinder can have the ability for Swivel Fittings (HPS and HZS systems only) for robot-mounting agility. When coupled with the IntelliCyl option, (load cell and LVLT) force distance monitoring is available.
Reliability/Costs: (MTBS) Mean time between service interval of approximately 4-5 million cycles because down time is not an option. LIFETIME warranty on all HPI – HPS – HPX – HZ – HZS – HPT cylinders, 1-Ton through 200-Ton. Typically HyperCyl is more expensive than Pneumatic cylinders but offer the same Clean, Quiet & Self-Contained operation WITH controllable force. Less expensive than hydraulic and mechanical systems for both short & long-term investments.
Speed: Fast Approach speeds similar to that of a pneumatic cylinder (6 in/sec – 10 in/sec) and High Pressure speeds similar to that of hydraulic cylinders (1.0 in/sec – 2.0 in/sec).
Forces: 1-200 tons of output force using 30-100 PSI shop air.
Posted by Amanda Paschall on | Comments Off on How To: Determine the Appropriate Technology for High Force/High Speed Applications
Flexibility, performance, capital and operating costs have always been key factors in today’s expanding manufacturing marketplace. For decades hydraulics and mechanical presses were the only options for high-speed, high-force assembly and forming applications. More recently hydra-pneumatics and servo-based systems have emerged as viable low-cost alternatives. So which technology is best suited for a specific application? The following topics can serve as a guideline towards the correct usage.
Aries Engineering is the only manufacturer Headquartered and Manufactured in North America offering both servo driven and hydra-pneumatic solutions.
Servo-Based Technology – HyperCyl-EMA
Capability: Provides exceptional control over force, speed, and distance characteristics. Requires the use of a full PLC/PC based electrical panel and 230V/460V. Best used for push-to-distance or push-to-force applications, push/pull applications and where Extreme repeatability is essential. Signature analysis, data logging, part history, trending and root cause analysis options are also available for added functionality and tracking.
Reliability: Servo technologies are inherently capable and sizing them appropriately is crucial. Expected lifetime is from 3 Years to 5 Years, configured for any application. Long-Term Reliability coincides with maintenance schedules.
Speed: Up to 16.00 in/sec with an extremely high rate of repeatability. Requires a deceleration setting before Contact and Home to maximize tooling and screw life.
Forces: 1-10 Ton in Ball Screw configurations (BS1 & BS2) with a medium dynamic load rating; 1-25 Tons in the Roller Screw configuration with a high dynamic load rating.
Maintenance: 3/6-month lube schedule & periodic belt tension check dependent on usage and environment.
Cost: Can be higher initial cost than comparable Hydraulics. Energy efficiency and ROI achieved with minimal downtime, low noise pollution, rapid setting changes without involving tooling, ZERO environmental pollution, comparable energy usage to hydraulics without the mess.
Hydra-Pneumatic Cylinders – HyperCyl
Capability: Utilizing 2 pneumatic valves for operation and a FRL greatly reduces start up time. Cylinders are available in 5 design configurations and 11 standard sizes. Best used for; crimping, dimpling, peening, swaging, inserting, clinching, pressing, staking, piercing, punching, marking, bending, and forming. When coupled with the IntelliCyl option, (load cell and LVLT) force distance monitoring is available.
Reliability: (MTBS) Mean time between service interval of approximately 4-5 million cycles because down time is not an option. LIFETIME warranty on all HPI – HPS – HZ – HZS – HPT cylinders, 1-Ton through 200-Ton.
Speed: Fast Approach speeds similar to that of a pneumatic cylinder (6 in/sec – 10 in/sec) and High-Pressure speeds similar to that of hydraulic cylinders (1.0 in/sec – 2.0 in/sec).
Forces: 1-200 tons of output force using 30-100 PSI shop air.
Maintenance: 20 million cycles before seals require replacement. Field serviceable by maintenance techs and 24-hour HyperCyl assistance is available. Periodic maintenance depends on application and environment.
Cost: More expensive than Pneumatic cylinders but offers the same clean, quiet & self-contained operation. Less expensive than hydraulic and mechanical systems for both short & long-term investments.
Additional Products:
HyperView Press – SigPOD
IntelliCyl – load cell & linear transducer
HyperPress-C Frame, H Frame, CGB Frame
Equalizing/ Non-Equalizing Units Pneumatic
Mechanical Rod Locks
HyperCyl-EMA Industries Served – Medical Device Manufacturing, Aerospace, Automotive, Food Product Manufacturing, Clean Room Environments, Lab Testing
To learn more about our product solutions and how they can benefit your assembly or forming application, contact us today. To discuss your application requirements with one of our experts, request a quote.
Posted by Amanda Paschall on | Comments Off on Can HyperCyl meet your application needs?
HyperCyl’s products are designed to enable clean, quiet, and precise operations with minimal maintenance requirements. Our diverse product portfolio supports a wide range of industries and applications.
Industries
Aries Engineering/HyperCyl is a Michigan-based company specializing in the fabrication of cylinders, presses, and other products for assembly and forming applications in the industrial automation, manufacturing, commercial, and defense industries. Our versatile products cover virtually all segments of industrial production, from medical and electronic device manufacturing to heavy industrial piercing and forming, including:
Munitions (bullet manufacture, warhead seal & contain systems)
Office furniture
Coining
Hemming
Meeting Your Application Needs
Whether you need a simple press, high-precision actuator, or fully customized turnkey system, HyperCyl has the manufacturing expertise and problem-solving skills to provide unique solutions for a range of assembly and forming challenges. Our press systems include C-frame, H-frame, and CBG-frame options, and we also offer HyperPierce units available in both equalizing and non-equalizing designs.
HyperCyl cylinders are clean, quiet, and reliable self-contained power sources with versatile designs capable of accommodating various industrial operation requirements.
In addition to our standard product line, we also accommodate special requests, and can tailor our cylinder and actuator designs around the customer’s specific production requirements with reasonable turnaround times and prices.
Quality You Can Expect
When you choose a HyperCyl for your operation, you can expect:
The ability to separately regulate the approach and power strokes, providing enhanced control over the process and eliminating the need for cylinder reconfiguration
Increased retract force versus competition, allowing for heavier tooling
No stored energy hazards as the cylinders do not use mechanical springs to assist the pistons (competition does use internal springs)
Increased value over alternative cylinder options, including multi-stage air cylinders and hydraulic cylinders and power units
Limited lifetime warranty
To learn more about our product solutions and how they can benefit your assembly or forming application, contact us today. To discuss your application requirements with one of our experts, request a quote.





 Flexibility, performance and cost have always been key factors in today’s expanding manufacturing marketplace. For decades hydraulic and mechanical presses were the only options for high-speed, high-force
Flexibility, performance and cost have always been key factors in today’s expanding manufacturing marketplace. For decades hydraulic and mechanical presses were the only options for high-speed, high-force 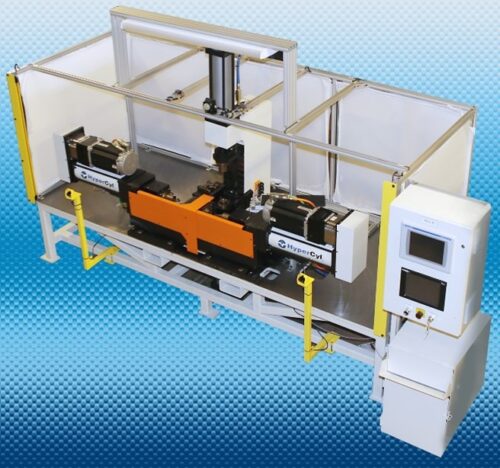
 dimpling, peening, swaging, inserting, clinching, pressing, staking, piercing, punching, marking, bending, and forming. When coupled with the IntelliCyl option, (load cell and LVLT) force distance monitoring is available.
dimpling, peening, swaging, inserting, clinching, pressing, staking, piercing, punching, marking, bending, and forming. When coupled with the IntelliCyl option, (load cell and LVLT) force distance monitoring is available.